Thingiverse

CNC Z-probe with a (small) microswitch by WalterSKW
by Thingiverse
Last crawled date: 3 years, 1 month ago
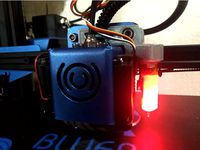
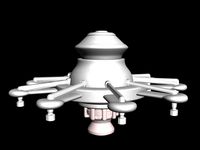
This is a Z-probe for a CNC router. Basically I had issues with those cheap touchplates as I tended to forget to connect the wire to the bit...
So this is a design based on the microswitch one can find in the endstops for 3D-printers.
See the picture for the model.
(I you are looking for a model with a 'normal' microswitch : have a look here)
I mounted 2 RED LEDs (in series with a 100 ohm resistor / Not needed on a Stepcraft machine - I removed the resistor). Connection is in parallel with the switch.RED leds because of the lower forward voltage (~1,6V). If you want another color like blue you should use only one LED (Blue : ~3,3V)
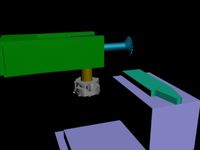
The switch is connected with the C and the NC contacts.
I used piece of spare 8mm steel rod between the switch and the bit.
To flatten the ends, I used my pillar drilling machine and a piece of sandpaper.
Printed with a 0,4mm nozzle and 0,2mm layers in clear PETG.
The height correction is approx 30mm (depending on the piece of steel rod you use)
The repetitivity is excellent. 10 probes gave 10 identical values.
Some video'shttps://youtu.be/VvNJ-5EQj_Mhttps://youtu.be/08NVT6iv0V0https://youtu.be/A3sQ0L70QQghttps://youtu.be/MQkDcnywv6I
Can be checked with a macro I wrote for UCCNC :
// -----
// Purpose : Check probe for repeatability
// Author : WHu
// -----
// Date Version Remarks
// 20180825 1.0 Base
// -----
//
//
double Zmin = -100; //Max.Z depth
double Feedrate = 200; //Feedrate for probing
double retractheight = 20; //The retract height
double MinimumZ= 1000000; // Min measured Z height
double MaximumZ= -1000000; // Max measured Z Height
double AverageZ= 0; // Average Z height
double MaxDev=0; // Max registered deviation
double Deviation=0; // intermediate value, actual deviation
double MeasuredZ=0; // Actual measured Z height
int i=0; // loop counter
//
for(i=0; i<10;i++)
{
exec.Code("G31 Z" + Zmin + "F" + Feedrate); // Start probing
while(exec.IsMoving()){} // Wait until movement stopped
exec.Wait(1000); // Safety wait for the UC100 syncronisation
MeasuredZ=exec.GetZmachpos(); // read actual Z-height
AverageZ= AverageZ + MeasuredZ; // Add to average
if (MeasuredZif (MeasuredZ>MaximumZ) MaximumZ=MeasuredZ; // New maximum value ?
Deviation= Math.Abs(AverageZ/(i+1) - MeasuredZ);
if (Deviation > MaxDev) MaxDev = Deviation;
// Uncomment line below to show the intermediate value
//MessageBox.Show("Probe[" + (i+1) + "]: "+ MeasuredZ+"\nMin value :"+MinimumZ+"\nMax value :"+MaximumZ+"\nMax Deviation :"+MaxDev);
double Zup = exec.GetZmachpos() + retractheight;//Calculate the new coordinate for the retract of Z axis
exec.Code("G00 G53 Z" + Zup); //Retract the Z-axis
while(exec.IsMoving()){} // Wait until movement stopped
}
if(MaxDev<0.001) MaxDev=0; // Absurd to show these values. Even 0.001 is just a gimmick for the Stepcraft ...
MessageBox.Show("Average value :"+AverageZ/10+"\nMin value :"+MinimumZ+"\nMax value :"+MaximumZ+"\nMax Deviation :"+MaxDev);
So this is a design based on the microswitch one can find in the endstops for 3D-printers.
See the picture for the model.
(I you are looking for a model with a 'normal' microswitch : have a look here)
I mounted 2 RED LEDs (in series with a 100 ohm resistor / Not needed on a Stepcraft machine - I removed the resistor). Connection is in parallel with the switch.RED leds because of the lower forward voltage (~1,6V). If you want another color like blue you should use only one LED (Blue : ~3,3V)
The switch is connected with the C and the NC contacts.
I used piece of spare 8mm steel rod between the switch and the bit.
To flatten the ends, I used my pillar drilling machine and a piece of sandpaper.
Printed with a 0,4mm nozzle and 0,2mm layers in clear PETG.
The height correction is approx 30mm (depending on the piece of steel rod you use)
The repetitivity is excellent. 10 probes gave 10 identical values.
Some video'shttps://youtu.be/VvNJ-5EQj_Mhttps://youtu.be/08NVT6iv0V0https://youtu.be/A3sQ0L70QQghttps://youtu.be/MQkDcnywv6I
Can be checked with a macro I wrote for UCCNC :
// -----
// Purpose : Check probe for repeatability
// Author : WHu
// -----
// Date Version Remarks
// 20180825 1.0 Base
// -----
//
//
double Zmin = -100; //Max.Z depth
double Feedrate = 200; //Feedrate for probing
double retractheight = 20; //The retract height
double MinimumZ= 1000000; // Min measured Z height
double MaximumZ= -1000000; // Max measured Z Height
double AverageZ= 0; // Average Z height
double MaxDev=0; // Max registered deviation
double Deviation=0; // intermediate value, actual deviation
double MeasuredZ=0; // Actual measured Z height
int i=0; // loop counter
//
for(i=0; i<10;i++)
{
exec.Code("G31 Z" + Zmin + "F" + Feedrate); // Start probing
while(exec.IsMoving()){} // Wait until movement stopped
exec.Wait(1000); // Safety wait for the UC100 syncronisation
MeasuredZ=exec.GetZmachpos(); // read actual Z-height
AverageZ= AverageZ + MeasuredZ; // Add to average
if (MeasuredZ
Deviation= Math.Abs(AverageZ/(i+1) - MeasuredZ);
if (Deviation > MaxDev) MaxDev = Deviation;
// Uncomment line below to show the intermediate value
//MessageBox.Show("Probe[" + (i+1) + "]: "+ MeasuredZ+"\nMin value :"+MinimumZ+"\nMax value :"+MaximumZ+"\nMax Deviation :"+MaxDev);
double Zup = exec.GetZmachpos() + retractheight;//Calculate the new coordinate for the retract of Z axis
exec.Code("G00 G53 Z" + Zup); //Retract the Z-axis
while(exec.IsMoving()){} // Wait until movement stopped
}
if(MaxDev<0.001) MaxDev=0; // Absurd to show these values. Even 0.001 is just a gimmick for the Stepcraft ...
MessageBox.Show("Average value :"+AverageZ/10+"\nMin value :"+MinimumZ+"\nMax value :"+MaximumZ+"\nMax Deviation :"+MaxDev);
Similar models
thingiverse
free

Removable Bed Leveling Probes for Anycubic Kossel Linear V3 (with microswitch without lever) by unimatrix099
...shed and the mean value is 24.4 then the offset is set with command "m851 z-24.4" - the offset is minus the mean value
thingiverse
free

Mendel90 z-probe with microswitch and servo 9g by Ixotdog
...mendel90 z-probe with microswitch and servo 9g by ixotdog
thingiverse
mendel90 z-probe with microswitch and servo 9g
thingiverse
free

Alien Z Probe auto deploy and retract by JochemczykAndWard
...ct mechanism which is springless, decreasing the effector load. we have repeatedly taken sub 50micron readings using this probe.
thingiverse
free

CNC Z-probe with a (normal) microswitch by WalterSKW
... the original design for more info.
it is the same thing. only the bottom part has been modified to receive a larger microswitch.
thingiverse
free

Hypercube Evolution Diamond Extruder HXT900 Servo Microswitch Z Probe by Budiman7x
...t combine hypercube evolution, marlin 2.0, and cool diamond extruder (clone version)
the dual fan 40mm you can browse on my thing
thingiverse
free

Autolevel Probe Tip by sushiyaki
...probe tip for kossel mini.
i used it for my rostock machine with 2x m2 6mm screws and nuts.
video: http://youtu.be/wcph6fes2j4
thingiverse
free

Kossel Mini Custom Z Probe Retractable - 3mm probe by kalazzerx
...
all in all the probe is now a lot more sturdy that the original allen wrench version and i can make the probe any length i want!
thingiverse
free

Z probe by bjbsquared
...o level out material deviations when i cut items that are non-conductive. it consists of a push button switch and 2.5mm hardware.
thingiverse
free
TwoTrees Bluer 3dTouch suport by kakarotojmsc
...multiplicator_z 5"
"#define babystep_zprobe_offset "
https://www.paypal.com/donate?hosted_button_id=zqtmyur24g2ke
thingiverse
free

CrashProbe (Z auto leveling by Crash) by Dexerit
...8 x0 y0 ;home x and y only
g29 ;3 point bed probe
g1 z.5 f200 ;force probe retraction
source: http://reprap.org/wiki/crashprobe
Walterskw
thingiverse
free

2020 T-connector by WalterSKW
...2020 t-connector by walterskw
thingiverse
just a simple t-connector to connect to 2020-bars using 5mm bolts.
thingiverse
free

Endstop mount for 2040 extrusion by WalterSKW
...2040 extrusion by walterskw
thingiverse
another 2040 extrusion endstop mount
printed in pet with a 0,6mm nozzle and 0,4mm layers
thingiverse
free

Spacers for NEMA17 steppers (back) by WalterSKW
...spacers for nema17 steppers (back) by walterskw
thingiverse
several spacers to fill the gap...
2, 3, 4, 5, 6, 8 mm
thingiverse
free

Dettol Drip tray (DE) by WalterSKW
...ip tray (de) by walterskw
thingiverse
added a 'german' version with a cut out at the back.
see 'be' version here
thingiverse
free

Titan Aero & Volcano model by WalterSKW
...by walterskw
thingiverse
on request ...
the model i assembled for my printhead design.
feel free to use it for your own designs.
thingiverse
free

JBL Flip3 stand by WalterSKW
...lip3
printing
just print in whatever you like to print.
around 80mm bridging if you want to give that a try. otherwise : support!
thingiverse
free

Battery cover for LG G4 battery by WalterSKW
...ery cover for lg g4 battery by walterskw
thingiverse
simple cover for a lg g4 spare battery. (bl-51yf)
straightforward to print.
thingiverse
free

Peper and Salt grinder holder by WalterSKW
...r and salt grinder holder to avoid spilling salt and pepper on the table.
made for 65mm diameter grinders.
printed in black hips.
thingiverse
free

Endstop mount for 2040 extrusion (90°) by WalterSKW
...walterskw
thingiverse
an endstop mount for 2040 extrusion.
see pictures ...
printed in petg with a 0,6mm nozzle and 0,4mm layers
thingiverse
free

Pauls Y-Idlers for 3mm bearings by WalterSKW
...erse
someone (no not someone) asked me to make a version for 3mm bearings
this is a "redesigned" version of this thing
Microswitch
3d_export
$5

Microswitch
...microswitch
3dexport
microswitch<br>verts 287<br>faces 499
thingiverse
free

Microswitch With Roller12,7X5,6mm by scorpio_man30ro
...microswitch with roller12,7x5,6mm by scorpio_man30ro
thingiverse
microswitch with roller12,7x5,6mm
thingiverse
free

Microswitch hack by Terminus
...microswitch hack by terminus
thingiverse
turn a microswitch into an on / off switch.
thingiverse
free

Microswitch holder by rgthane
...microswitch holder by rgthane
thingiverse
this was designed for a cnc limit microswitch.
thingiverse
free

Microswitch holder by peze78
...microswitch holder by peze78
thingiverse
holder for microswitch for use in diy applications
thingiverse
free

Microswitch holder by bwitz
...icroswitch that is not part of a 3d printer. i needed this for my automated chicken coop to check if the door is open or closed.
thingiverse
free

Endstop Holder, Microswitch by PropsFactory
...endstop holder, microswitch by propsfactory
thingiverse
this is a small endstop holder for microswitch, 8mm rod
thingiverse
free

Microswitch by NilsR
...t as a reference test object as these microswitches are more or less the same over various manufacturers. this is the large type.
thingiverse
free

Silent microswitch for mouse
... diameter of 0.5mm.
i decline any responsibility for damage caused to the equipment in which these microswitches will be mounted.
thingiverse
free

X carriage with microswitch by Swejper
...oswitch by swejper
thingiverse
this is a remix to keep the microswitch on the carrier and use the original flsun v5 clone hotend
Probe
turbosquid
$25
Probe
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$12
Mars probe space space exploration lunar probe
...be space space exploration lunar probe for download as max on turbosquid: 3d models for games, architecture, videos. (1630876)
turbosquid
$35

Space Probe
...osquid
royalty free 3d model space probe for download as c4d on turbosquid: 3d models for games, architecture, videos. (1571168)
turbosquid
$15
Space Probe
...osquid
royalty free 3d model space probe for download as obj on turbosquid: 3d models for games, architecture, videos. (1314864)
turbosquid
$25

Robot Probe
...y free 3d model robot probe for download as fbx, obj, and dae on turbosquid: 3d models for games, architecture, videos. (1537490)
turbosquid
$1

Dental Probe
...e 3d model dental probe for download as ma, obj, fbx, and stl on turbosquid: 3d models for games, architecture, videos. (1312400)
turbosquid
$60

Police Probe
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$10

Dental Probe
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$9
Space probe
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
free

Cassini Probe
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
Cnc
3d_export
$35
Cnc
...cnc
3dexport
the cnc machine is unfinished
3d_export
$10

cnc router
...cnc router
3dexport
prototipe cnc router
3d_export
$10
cnc machine
...cnc machine
3dexport
cnc machine model with individual model files with assembly
3d_export
$5
Cnc 3D Model
...cnc 3d model
3dexport
cnc
cnc 3d model csiszar 61289 3dexport
turbosquid
$10

cnc bedroom
...osquid
royalty free 3d model cnc bedroom for download as max on turbosquid: 3d models for games, architecture, videos. (1494981)
turbosquid
$9

cnc(wood)
...rbosquid
royalty free 3d model cnc(wood) for download as max on turbosquid: 3d models for games, architecture, videos. (1189189)
turbosquid
$1

CNC Frame
...rbosquid
royalty free 3d model cnc frame for download as stl on turbosquid: 3d models for games, architecture, videos. (1371706)
turbosquid
free

cnc table
...rbosquid
royalty free 3d model cnc table for download as max on turbosquid: 3d models for games, architecture, videos. (1500926)
turbosquid
$30

CNC Lathe
...
royalty free 3d model cnc lathe for download as max and obj on turbosquid: 3d models for games, architecture, videos. (1284634)
turbosquid
$25

CNC Machine
...
royalty free 3d model cnc machine for download as ma and fbx on turbosquid: 3d models for games, architecture, videos. (1307199)
Z
3d_export
$5

nissan z
...nissan z
3dexport
nissan z
3ddd
$1

Vase Z
...vase z
3ddd
vase z
3ddd
$1

полотенцесушить Z
...полотенцесушить z
3ddd
полотенцесушитель
полотенцесушить z
design_connected
free

Z-Chair
...z-chair
designconnected
free 3d model of z-chair designed by karman, aleksei.
design_connected
$11

Z Lamp
...z lamp
designconnected
phillips z lamp computer generated 3d model. designed by kalff, louis.
3d_export
$5
Dragon balls z
...dragon balls z
3dexport
dragon ball z
turbosquid
$20

Fighter Z
...
turbosquid
royalty free 3d model fighter z for download as on turbosquid: 3d models for games, architecture, videos. (1292563)
turbosquid
$9

Pen Z
...pen z
turbosquid
free 3d model pen z for download as obj on turbosquid: 3d models for games, architecture, videos. (1686775)
turbosquid
free

z chair
...z chair
turbosquid
free 3d model z chair for download as max on turbosquid: 3d models for games, architecture, videos. (1410230)
turbosquid
$5

Letter Z
...urbosquid
royalty free 3d model letter z for download as max on turbosquid: 3d models for games, architecture, videos. (1408540)
Small
3d_export
$10

small bed
...small bed
3dexport
small bed design for small house or small room with storage
3d_export
$10

small house
...small house
3dexport
a small house. the project of a small country house.
3d_ocean
$4

Small Cake
...small cake
3docean
cake food small
just a small cake ready for render
3d_export
$6

small armchair
...small armchair
3dexport
small armchair
3d_export
$5

a small world
...a small world
3dexport
a small world
3d_export
$5

small room
...small room
3dexport
small cozy room
3d_export
$5

small tank
...small tank
3dexport
small tank modeling in blender
design_connected
free

small lounge
...small lounge
designconnected
free 3d model of small lounge
design_connected
$11

Watermelons Small
...watermelons small
designconnected
watermelons small computer generated 3d model.
3d_export
$5

small house
...small house
3dexport
a small cozy house on the foundation, the interior is missing.