Thingiverse

CNC plasma cutter by Madlulla
by Thingiverse
Last crawled date: 3 years, 1 month ago
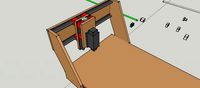
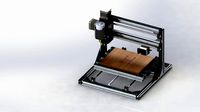
XY CNC for plasma cuting or laser engraving, Z axis in progress for wood cuting or pcb engraving.
Need some 608 and 606 ball bearing, Nema 23 motors and T5 belt, inox square tubes 30x30mm, M6 CHC, M8 CHC, M3 and M4, a little time, and PLA.
Electronics : arduino uno + GRBL shield.
Standard Endstop from 3D printer usable.
02/02/2019
Add cutting result photo.
Gcode generation with Fusion360.
Table CNC pour découple Plasma, gravage Laser. Un axe Z supplémentaire est en test pour la gravure du bois, ou la réalisation de circuit imprimé.
Il faut en plus au moins 26 roulements 608, 6 roulements 606, de la courroie crantée en T5 si on veut utiliser les poulies à imprimer, 3 moteurs Nema23, des vis M6 et M8 CHC, des écrous freinés M8, du M3 et M4 vis et écrous pour fixer et tendre la courroie.
Les tubes carrés de guidage sont de préférence en inox en section 30x30mm. L'état de surface des tubes acier standard n'est pas toujours très bon. Des tubes en Alu sont possibles, mais se marquent vite, donc déconseillés.
La taille de la machine est définie par la longueur des tubes carrés. Ne pas trop dépasser 1000mm pour garder un peu de rigidité.
Des emplacements pour des EndStops classiques d'imprimante 3D sont prévus.
Pour la commande, Un arduino Uno avec un CNC shield convient bien. Coté informatique, bCNC convient, mais ce n'est pas le seul.
Le chassis support est fait à la demande, suivant la taille de la machine souhaitée.
Le tout a été testé avec un plasma manuel d'entrée de gamme, et ça fonctionne.
02/02/2019
Ajout d'une photo de decoupe.
Pour la génération du Gcode, Fusion360, avec le dernier postpro de la liste de découpe (torchmate de mémoire...à vérifier) donne de bons résultats. Il faut juste changer l'instruction d'allumage et d'extinction du plasma par M3 & M5, et rajouter des temps de pause à l'allumage (G4 Px). On peut le faire "à la main" pour chaque fichier, ou modifier le code du postpro. La compensation d'outil peut être faite lors de la génération du fichier par Fusion, bCNC ne le permettant pas. La précision des découpes est alors proche de 1/10 mm.
14/12/2019
One part missing : ContrePinceGT2
Print :
2 x Noix30G
2 x Noix30D
4 x TendeurCouroi
4 x ContrePinceGT2
2 x PatinRoulement Nema23
2 x PatinRoulement
2x PatinRoulementZ
1 x others
Fusion 360 :
Use Postpro torchmate with modification : change M50 and M51 with M3 and M5 for power one and off plasma. Just édit postpro, find 50 and 51, and change with 03 and 05. One line to change in the code.
May be add G4 Pxx after M3 : waiting for plasma start.
1 piece manquait : ContrePinceGT2
Imprimer :
2 x Noix30G
2 x Noix30D
4 x TendeurCouroi
4 x ContrePinceGT2
2 x PatinRoulement Nema23
2 x PatinRoulement
2x PatinRoulementZ
1 x les autres
Pour Fusion 360, on peut utiliser le postpro torchmate avec une modif mineure. La mise en marche et l'arrêt du plasma sont obtenus par M50 et M51. Pour bCNC, c'est M3 et M5. Éditer le code du postpro dans fusion, rechercher le texte "50", "51" doit être juste à coté, on les change par 03 et 05.
Il est possible qu'il faille rajouter à la main un G4 Pxx aprés M3 pour laisser le temps au plasma de s'allumer. Je n'ai pas encore trouvé la façon de modifier le postpro pour que ça soit automatique, mais ça doit être possible. Si qqun trouve, merci de me passer un message !
Need some 608 and 606 ball bearing, Nema 23 motors and T5 belt, inox square tubes 30x30mm, M6 CHC, M8 CHC, M3 and M4, a little time, and PLA.
Electronics : arduino uno + GRBL shield.
Standard Endstop from 3D printer usable.
02/02/2019
Add cutting result photo.
Gcode generation with Fusion360.
Table CNC pour découple Plasma, gravage Laser. Un axe Z supplémentaire est en test pour la gravure du bois, ou la réalisation de circuit imprimé.
Il faut en plus au moins 26 roulements 608, 6 roulements 606, de la courroie crantée en T5 si on veut utiliser les poulies à imprimer, 3 moteurs Nema23, des vis M6 et M8 CHC, des écrous freinés M8, du M3 et M4 vis et écrous pour fixer et tendre la courroie.
Les tubes carrés de guidage sont de préférence en inox en section 30x30mm. L'état de surface des tubes acier standard n'est pas toujours très bon. Des tubes en Alu sont possibles, mais se marquent vite, donc déconseillés.
La taille de la machine est définie par la longueur des tubes carrés. Ne pas trop dépasser 1000mm pour garder un peu de rigidité.
Des emplacements pour des EndStops classiques d'imprimante 3D sont prévus.
Pour la commande, Un arduino Uno avec un CNC shield convient bien. Coté informatique, bCNC convient, mais ce n'est pas le seul.
Le chassis support est fait à la demande, suivant la taille de la machine souhaitée.
Le tout a été testé avec un plasma manuel d'entrée de gamme, et ça fonctionne.
02/02/2019
Ajout d'une photo de decoupe.
Pour la génération du Gcode, Fusion360, avec le dernier postpro de la liste de découpe (torchmate de mémoire...à vérifier) donne de bons résultats. Il faut juste changer l'instruction d'allumage et d'extinction du plasma par M3 & M5, et rajouter des temps de pause à l'allumage (G4 Px). On peut le faire "à la main" pour chaque fichier, ou modifier le code du postpro. La compensation d'outil peut être faite lors de la génération du fichier par Fusion, bCNC ne le permettant pas. La précision des découpes est alors proche de 1/10 mm.
14/12/2019
One part missing : ContrePinceGT2
Print :
2 x Noix30G
2 x Noix30D
4 x TendeurCouroi
4 x ContrePinceGT2
2 x PatinRoulement Nema23
2 x PatinRoulement
2x PatinRoulementZ
1 x others
Fusion 360 :
Use Postpro torchmate with modification : change M50 and M51 with M3 and M5 for power one and off plasma. Just édit postpro, find 50 and 51, and change with 03 and 05. One line to change in the code.
May be add G4 Pxx after M3 : waiting for plasma start.
1 piece manquait : ContrePinceGT2
Imprimer :
2 x Noix30G
2 x Noix30D
4 x TendeurCouroi
4 x ContrePinceGT2
2 x PatinRoulement Nema23
2 x PatinRoulement
2x PatinRoulementZ
1 x les autres
Pour Fusion 360, on peut utiliser le postpro torchmate avec une modif mineure. La mise en marche et l'arrêt du plasma sont obtenus par M50 et M51. Pour bCNC, c'est M3 et M5. Éditer le code du postpro dans fusion, rechercher le texte "50", "51" doit être juste à coté, on les change par 03 et 05.
Il est possible qu'il faille rajouter à la main un G4 Pxx aprés M3 pour laisser le temps au plasma de s'allumer. Je n'ai pas encore trouvé la façon de modifier le postpro pour que ça soit automatique, mais ça doit être possible. Si qqun trouve, merci de me passer un message !
Similar models
3dwarehouse
free

LUTH
...s aigu, la chanterelle, constitué d'une seule corde. #3d_challenge_185 #corde #instrument #lute #luth #music #musique #string
3dwarehouse
free

pont de l'alma
...fait de son étroitesse et d'un tassement. seul le zouave est conservé (mais pas du même côté). #pont_bridge_paris_france_alma
thingiverse
free

PiPlot2D by sinseman44
...mazon
servo moteur sg90 : lien amazon
insert m2/m3/m4 : lien amazon
afficheur hd44780 : lien amazon
bouton poussoir : lien amazon
thingiverse
free

Discovery 200 renforcée by jamesdedij
...xations hautes: 22 vis chc m3-12 (ou m3-16) + 22 ecrous
renforts arriere: 12 vis chc m4-20 + 12 ecrous
8 vis chc m4-15 + 8 ecrous
3dwarehouse
free

DC3PEF Test I,4
...m2 et que la perte s'élève à 9,5%. c) calculer le prix pour la peinture (jaune) en sachant qu'un seau de 12,5l coûte 95 .
3dwarehouse
free

La Tour Foncillon
...ne des principes de perret dans le dessin du plan, dans les contrastes de lumière et d'ombre, par la polychromie des loggias.
thingiverse
free

Support extrudeur direct drive v9 by lambertjp
...capricorn mesure 87mm (a ajuster)
attention, le prix a payer est une perte du volume de construction en z de queques centimetres.
grabcad
free

CNC Plasma
...ement les machines de découpe électriques plus que d'autres, car le plasma est des métaux de coupe légers, rapides et lisses.
thingiverse
free

Pinces TB-50 et TB-41 Télécabine de POMA by Joh76
...uis ci-dessous :
voici une photo de pince tbs50 (télécabine d'orelle)
et une photo de tb41 (tc12 de la patinoire à la clusaz)
3dwarehouse
free

MI 2N (Z 22500) RER
...;interconnexion à 2 niveaux, conçus en commun entre la ratp et la sncf afin de desservir respectivement les lignes a et e du rer.
Madlulla
thingiverse
free

Towel Holder by Madlulla
...towel holder by madlulla
thingiverse
towel holder.
need 2 alu tubes diam 10mm.
thingiverse
free

Canon FD by Madlulla
...canon fd by madlulla
thingiverse
use old canon fd lens.
bague pour utiliser un objectif canon fd.
thingiverse
free

Foot camera Velbon by Madlulla
...foot camera velbon by madlulla
thingiverse
spare part for a velbon foot camera.
pièce pivot pour un pied photo velbon.
thingiverse
free

RC battery support by Madlulla
...rc battery support by madlulla
thingiverse
support for nicd and nimh battery pack.
support pour pack batterie nicd ou nimh.
thingiverse
free

Kenwood Prosper Addons by Madlulla
...sper addons by madlulla
thingiverse
addons for kenwood prosper kitchen machine.
support pour les grilles du robot kenwood km240.
thingiverse
free

SSD in Dell FX160 by Madlulla
...ssd in dell fx160 by madlulla
thingiverse
ssd caddy for dell fx160.
support pour monter un ssd dans un dell fx160.
thingiverse
free

309 GTI gear knob by Madlulla
...309 gti gear knob by madlulla
thingiverse
gear knob for 309 gti.
pommeau de vitesse pour 309 gti première version.
thingiverse
free

RS540 Water cooling by Madlulla
...r rc boat : water cooling for rs540 class
prototype de refroidisseur par eau pour un moteur type rs540 utilisable dans un bateau.
thingiverse
free

Spot Led 12v by Madlulla
...or gu4 led 12v.
do not use with halogen !
spot encastrable pour ampoule led 12v gu 4.
ne pas utiliser avec une ampoule halogène !
thingiverse
free

Freelander 1 carpet fixing by Madlulla
...g by madlulla
thingiverse
carpet clips for freelander 1
fixe tapis de coffre pour freelander 1. coller les deux pièces ensemble.
Plasma
3d_ocean
$25

Plasma Cannon, Plasma Turret
...ily be used in any sf type of game, especially in tower defense games. - plasma cannon: 4462 polygons - textures: 6000...
3d_ocean
$19

Plasma Turret
... be used in any sf type of game, especially in tower defense games. - plasma turret: 6239 polygons - props: 522 polygons - tex...
turbosquid
$10

Plasma
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
3d_export
$5

plasma lamp
...plasma lamp
3dexport
detailed normal scale plasma lamp used indoors as a decorative object
turbosquid
$3
Plasma drone
...rbosquid
royalty free 3d model plasma drone for download as on turbosquid: 3d models for games, architecture, videos. (1337186)
turbosquid
$15

plasma gun
...bosquid
royalty free 3d model plasma gun for download as fbx on turbosquid: 3d models for games, architecture, videos. (1324248)
turbosquid
$12

Plasma Corvette
...id
royalty free 3d model plasma corvette for download as obj on turbosquid: 3d models for games, architecture, videos. (1442325)
turbosquid
$1

Plasma Rifle
...squid
royalty free 3d model plasma rifle for download as obj on turbosquid: 3d models for games, architecture, videos. (1485980)
turbosquid
$25

Plasma Pistol
...free 3d model plasma pistol for download as max, fbx, and obj on turbosquid: 3d models for games, architecture, videos. (1559545)
turbosquid
$10

Plasma Grenade
...d model plasma grenade for download as max, obj, c4d, and fbx on turbosquid: 3d models for games, architecture, videos. (1280730)
Cutter
archibase_planet
free

Cutter
...cutter
archibase planet
cutter mill milling cutter
cutter 2 n050712 - 3d model (*.gsm+*.3ds) for interior 3d visualization.
3d_export
$10

pipe cutter
...pipe cutter
3dexport
pipe cutter
3d_export
$8
Grass Cutter
...grass cutter
3dexport
grass cutter
turbosquid
$5

Cutter
...alty free 3d model cutter for download as ige, stl, and sldpr on turbosquid: 3d models for games, architecture, videos. (1505202)
turbosquid
$29

Cutter
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$15

Cutter
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$9

Cutter
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$3

cutter
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$1

cutter
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
free

Cutter
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
Cnc
3d_export
$35
Cnc
...cnc
3dexport
the cnc machine is unfinished
3d_export
$10

cnc router
...cnc router
3dexport
prototipe cnc router
3d_export
$10
cnc machine
...cnc machine
3dexport
cnc machine model with individual model files with assembly
3d_export
$5
Cnc 3D Model
...cnc 3d model
3dexport
cnc
cnc 3d model csiszar 61289 3dexport
turbosquid
$10

cnc bedroom
...osquid
royalty free 3d model cnc bedroom for download as max on turbosquid: 3d models for games, architecture, videos. (1494981)
turbosquid
$9

cnc(wood)
...rbosquid
royalty free 3d model cnc(wood) for download as max on turbosquid: 3d models for games, architecture, videos. (1189189)
turbosquid
$1

CNC Frame
...rbosquid
royalty free 3d model cnc frame for download as stl on turbosquid: 3d models for games, architecture, videos. (1371706)
turbosquid
free

cnc table
...rbosquid
royalty free 3d model cnc table for download as max on turbosquid: 3d models for games, architecture, videos. (1500926)
turbosquid
$30

CNC Lathe
...
royalty free 3d model cnc lathe for download as max and obj on turbosquid: 3d models for games, architecture, videos. (1284634)
turbosquid
$25

CNC Machine
...
royalty free 3d model cnc machine for download as ma and fbx on turbosquid: 3d models for games, architecture, videos. (1307199)