Thingiverse
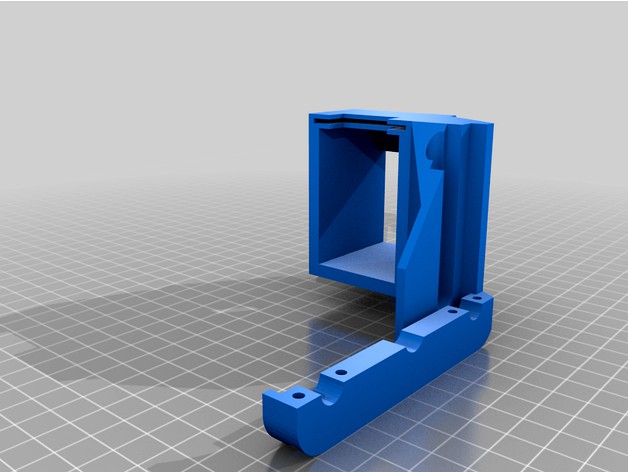
SVO2 Purge Bucket and GCODE by RedSquirrelHobbies
by Thingiverse
Last crawled date: 2 years, 11 months ago
This is a remix of https://www.thingiverse.com/thing:3485963 but when I try to make a remix of the original design thingiverse won't let me. Make sure you check out the original design and information.
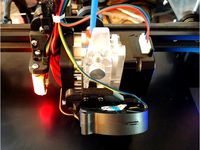
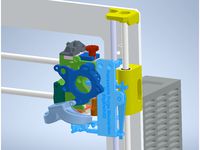
You have to remove the two roller bearings on the right side of the X gantry to install the bucket.
You will need some 1/16" or 1.5mm silicone sheet. I had a bunch from another project, there are lots of ways to get some. I've even seen people cut if from silicone cooking utensils or other cooking supplies.
I print the bucket standing up with supports.
I use Cura, and all the material changes are done within the End code of each extruder. Nothing is written in Start code for the extruders! I have copied and pasted the start and end codes I'm currently using for the printer, as well as the end codes for each extruder below. FYI this is not perfect, I'm no expert so you will likely end up changing things. There is a M104 to set the temp to 216. This was to try and prevent a delay where the extruder drops temp during the purge and has to heat back up. I typically print PLA+ at 215 so adding a degree seems to help it recover to 215 when the change is done. there is also a short 1.5 second delay in each change, this was to try and let it ooze just a little before it wipes the nozzle and moves back to the print. Make sure you turn off the purge tower in Cura. Also Build plate adhesion extruder needs to be set to Left Extruder.
Make a copy of your current SV02 printer and replace all the start and end codes with these. remember, NO Start code on the extruders.
Printer START code;
G21 ; Metric values
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
G28 ; Home all
G29 ; Level Bed
G90 ; Absolute positioning ON
M107 ; Fan OFF
G1 Z15 F2400 ; Raise nozzle 15mm
T0 ; Extruder 1 ON
M211 X1 S0 ; Disable soft endstops
G1 X315 F6000 ; Move to bucket
G92 E0 ; Zero extruder
G1 E90 F500 ; Load filament
G92 E0 ; Zero extruder
G1 E60 F100 ; Purge
G92 E0 ; Zero extruder
G1 E-3 F3000 ; Short retract
G92 E0 ; Zero extruder
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X2.0 Y40 Z0.28 F5000.0 ;Move to start position
G1 X2.0 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X2.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X2.4 Y40 Z0.28 F1500.0 E30 ;Draw the second line
G1 Y20 F5000 ; Wipe
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
Printer END code;
G91 ;Relative positioning
G1 E-6 F2700 ;Retract a bit
G1 E0 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G1 E-84 F2000 ;Withdraw filament
G90 ;Absolute positionning
G1 X Y230 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
Left Extruder END code;
M104 S216 ; Set temp to 216 (one degree over print temp)
M211 X1 S0 ; Disable endstops
G91 ; Relative positioning ON
G1 E-6 F2700 ;Retract a bit
M400 ; Wait for finish
G1 E-4 Z0.1 F2400 ;Retract and raise Z
G1 X0.4 Y0.6 F3000 ;Wipe out
G1 Z0.9 F1000 ; Raise nozzle by 1mm
G90 ; Absolute positioning ON
G92 E0 ; Zero extruder
G1 E-80 F2000 ; Withdraw filament
G1 X315 F6000 ; Go to Purge Bucket
G92 E0 ; Zero extruder
T1 ; Extruder 2 ON
G92 E0 ; Zero extruder
G0 E90 F1800 ; Reload filament
G92 E0 ; Zero extruder
G0 E60 F180 ; Purge
G92 E0 ; Zero extruder
G1 E-0.00 F3000 ; Short retract
G92 E0 ; Zero extruder
M400 ; Wait for finish
G4 P1500 ; Delay 1.5 seconds
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G92 E0 ; Zero extruder
G91 ; Relative positioning ON
G1 Z-1 F1000 ; Lower nozzle by 1mm
G90 ; Absolute positioning ON
M400 ; Wait for finish
Right Extruder End Code;
M104 S216 ; Set temp to 216 (one degree over print temp)
M211 X1 S0 ; Disable endstops
G91 ; Relative positioning ON
G1 E-6 F2700 ;Retract a bit
M400 ; Wait for finish
G1 E-4 Z0.1 F2400 ;Retract and raise Z
G1 X0.4 Y0.4 F3000 ;Wipe out
G1 Z0.9 F1000 ; Raise nozzle by 1mm
G90 ; Absolute positioning ON
G92 E0 ; Zero extruder
G1 E-80 F2000 ; Withdraw filament
G1 X315 F6000 ; Go to Purge Bucket
G92 E0 ; Zero extruder
T0 ; Extruder 1 ON
G92 E0 ; Zero extruder
G0 E90 F1800 ; Reload filament
G92 E0 ; Zero extruder
G0 E60 F180 ; Purge
G92 E0 ; Zero extruder
G1 E-0.00 F3000 ; Short retract
G92 E0 ; Zero extruder
M400 ; Wait for finish
G4 P1500 ; Delay 1.5 seconds
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G92 E0 ; Zero extruder
G91 ; Relative positioning ON
G1 Z-1 F1000 ; Lower nozzle by 1mm
G90 ; Absolute positioning ON
M400 ; Wait for finish
You have to remove the two roller bearings on the right side of the X gantry to install the bucket.
You will need some 1/16" or 1.5mm silicone sheet. I had a bunch from another project, there are lots of ways to get some. I've even seen people cut if from silicone cooking utensils or other cooking supplies.
I print the bucket standing up with supports.
I use Cura, and all the material changes are done within the End code of each extruder. Nothing is written in Start code for the extruders! I have copied and pasted the start and end codes I'm currently using for the printer, as well as the end codes for each extruder below. FYI this is not perfect, I'm no expert so you will likely end up changing things. There is a M104 to set the temp to 216. This was to try and prevent a delay where the extruder drops temp during the purge and has to heat back up. I typically print PLA+ at 215 so adding a degree seems to help it recover to 215 when the change is done. there is also a short 1.5 second delay in each change, this was to try and let it ooze just a little before it wipes the nozzle and moves back to the print. Make sure you turn off the purge tower in Cura. Also Build plate adhesion extruder needs to be set to Left Extruder.
Make a copy of your current SV02 printer and replace all the start and end codes with these. remember, NO Start code on the extruders.
Printer START code;
G21 ; Metric values
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
G28 ; Home all
G29 ; Level Bed
G90 ; Absolute positioning ON
M107 ; Fan OFF
G1 Z15 F2400 ; Raise nozzle 15mm
T0 ; Extruder 1 ON
M211 X1 S0 ; Disable soft endstops
G1 X315 F6000 ; Move to bucket
G92 E0 ; Zero extruder
G1 E90 F500 ; Load filament
G92 E0 ; Zero extruder
G1 E60 F100 ; Purge
G92 E0 ; Zero extruder
G1 E-3 F3000 ; Short retract
G92 E0 ; Zero extruder
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X2.0 Y40 Z0.28 F5000.0 ;Move to start position
G1 X2.0 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X2.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X2.4 Y40 Z0.28 F1500.0 E30 ;Draw the second line
G1 Y20 F5000 ; Wipe
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
Printer END code;
G91 ;Relative positioning
G1 E-6 F2700 ;Retract a bit
G1 E0 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G1 E-84 F2000 ;Withdraw filament
G90 ;Absolute positionning
G1 X Y230 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
Left Extruder END code;
M104 S216 ; Set temp to 216 (one degree over print temp)
M211 X1 S0 ; Disable endstops
G91 ; Relative positioning ON
G1 E-6 F2700 ;Retract a bit
M400 ; Wait for finish
G1 E-4 Z0.1 F2400 ;Retract and raise Z
G1 X0.4 Y0.6 F3000 ;Wipe out
G1 Z0.9 F1000 ; Raise nozzle by 1mm
G90 ; Absolute positioning ON
G92 E0 ; Zero extruder
G1 E-80 F2000 ; Withdraw filament
G1 X315 F6000 ; Go to Purge Bucket
G92 E0 ; Zero extruder
T1 ; Extruder 2 ON
G92 E0 ; Zero extruder
G0 E90 F1800 ; Reload filament
G92 E0 ; Zero extruder
G0 E60 F180 ; Purge
G92 E0 ; Zero extruder
G1 E-0.00 F3000 ; Short retract
G92 E0 ; Zero extruder
M400 ; Wait for finish
G4 P1500 ; Delay 1.5 seconds
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G92 E0 ; Zero extruder
G91 ; Relative positioning ON
G1 Z-1 F1000 ; Lower nozzle by 1mm
G90 ; Absolute positioning ON
M400 ; Wait for finish
Right Extruder End Code;
M104 S216 ; Set temp to 216 (one degree over print temp)
M211 X1 S0 ; Disable endstops
G91 ; Relative positioning ON
G1 E-6 F2700 ;Retract a bit
M400 ; Wait for finish
G1 E-4 Z0.1 F2400 ;Retract and raise Z
G1 X0.4 Y0.4 F3000 ;Wipe out
G1 Z0.9 F1000 ; Raise nozzle by 1mm
G90 ; Absolute positioning ON
G92 E0 ; Zero extruder
G1 E-80 F2000 ; Withdraw filament
G1 X315 F6000 ; Go to Purge Bucket
G92 E0 ; Zero extruder
T0 ; Extruder 1 ON
G92 E0 ; Zero extruder
G0 E90 F1800 ; Reload filament
G92 E0 ; Zero extruder
G0 E60 F180 ; Purge
G92 E0 ; Zero extruder
G1 E-0.00 F3000 ; Short retract
G92 E0 ; Zero extruder
M400 ; Wait for finish
G4 P1500 ; Delay 1.5 seconds
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G1 X295 F6000 ; Wipe
G1 X315 F6000 ; Wipe
G92 E0 ; Zero extruder
G91 ; Relative positioning ON
G1 Z-1 F1000 ; Lower nozzle by 1mm
G90 ; Absolute positioning ON
M400 ; Wait for finish
Similar models
thingiverse
free
A20M A10M BigMac MKII 5015 Blower
...
g1 e70 f3000
g92 e0
g1 e30 f200
g92 e0
g4 s3
g0 f10000
; end extruder 2
g92 e0
g1 e-5 f6000
g1 x-10.5 f8000
g1 e-70 f3000
g92 e0
thingiverse
free

Geeetech A10t Purge Bucket with removable bucket by 123TaDa
...ipe
g0 x0 f2000 ; return
m211 s1 ; turn on soft stops once more
g1 e-0.5 ; try to prevent pips
g92 e0
; start extruder script end
thingiverse
free

Dual material Y joiner remix by hackwell
...ustom gcode
g92 e0 t1
g91
g1 t1 e-140 f3500; unload filament
g90
g92 e0 t1
g0 x{prime_tower_position_x} y{prime_tower_position_y}
thingiverse
free

CR-10 Mini Nozzle Purge with Microswiss Direct Drive by jefber
...raise the head slightly to adoid hitting glass on the way back
g90; switch back to absolute moves
m211 s1; turn on software stops
thingiverse
free

Ender 3/Pro Ender5/Pro Bed Nozzle Brush by blindley125
...1 z10.0 f3000 ; move z axis up little to prevent scratching of heat bed
g1 x8 y20 z0.3 f5000.0 ; move over to prevent blob squish
thingiverse
free
Custom start Gcode by monopriceman
... a priming/wiping line to the rear)
g0 z3
g0 y0
g0 z0
g1 x-1;(move a little closer to the print area)
g1 e15 f250;(small retract)
thingiverse
free

A10M A20M Purge extension (Aibecy hotend) by deakbannok
...91 ; switch from absolute positioning to relative positioning
g1 z-0.4 f800 ;
g90 ; return to absolute
g1 e6.5 f3600.0 ;
g92 e0 ;
thingiverse
free

Bukito Purge box
...ing code for use with purge box
g28 ;home
g1 z.1 f6000 ;move the platform down .1mm
;prime the extruder
g92 e0
g1 f200 e10
g92 e0
thingiverse
free
Anet A8 Profile
...g90 ;absolute positioning
g1 y190 f9000 ;use this line if you want the bed to move to the front. delete if not.
m84 ;steppers off
thingiverse
free

Purge Bucket for A10M (cleaned up) by carterlewellyn
... e0 ;reset extruder positioning
g1 e-2 f5000 ;retract filament to resting spot
g92 e0 ;reset extruder positioning
i hope it helps
Redsquirrelhobbies
thingiverse
free

Inkbird Temperature Controller Top Remix by RedSquirrelHobbies
...is a remix of the top for https://www.thingiverse.com/thing:2193849 with "heat" and cool" added above each outlet.
thingiverse
free

SV02 Fan Duct by RedSquirrelHobbies
...with the bed.
these will hit your bed clips if you're not careful!
print with petg and they will last longer!
happy printing!
thingiverse
free

Bauer drill/driver magnetic bit holder - Harbor Freight by RedSquirrelHobbies
...at you must glue in. the holder has two 15mm deep hex slots for shorter bits and can hold a long bit or drill bit on the outside.
thingiverse
free

Red Squirrel Ender 3 Bed Level GCODE by RedSquirrelHobbies
... thingiverse requires a model file. it's 2m wide and 1mm tall. should work well to see if you are level and at a good height.
thingiverse
free
Creality CR-10 Ender 3 Mellow BMG Wind Fan shroud for 5015 by RedSquirrelHobbies
...9;ll need to snap off.
abl mounts can be found here https://www.thingiverse.com/thing:3182917
parts cooling fan is a 5015 blower.
thingiverse
free

Red Squirrel Fan Shroud for Voxelab Aquila by JamesK1
...thingiverse modifed the red squirrel compact fan housing by redsquirrelhobbies to fit the voxelab aquila (ender 3 v2 clone)....
Purge
3d_export
$20
yoda
...of the few jedi to survive the great jedi purge<br>features:<br>high quality polygon model - correctly scaled accurate representation of...
3dfindit
free

IAQ-PURGE
...iaq-purge
3dfind.it
catalog: nuaire
thingiverse
free

Purge Bucket by Gavster29
...purge bucket by gavster29
thingiverse
replacement purge bucket, to use with cheap brushes from amazon
thingiverse
free

Nereus Purge Bucket
...nereus purge bucket
thingiverse
it's all in the name: this is a purge bucket for dual extrusion adapted to tevo nereus.
thingiverse
free

Bac pour Purge A20M
...bac pour purge a20m
thingiverse
bac pour purge a20m
thingiverse
free

Purge Calibration Cube
...urge calibration cube
thingiverse
just a simple cube to calibrate how much material you need to purge in between filament swaps.
thingiverse
free
Skelestruder -> Retractable Purge Mechanism
... of these 3 parts:
purge - mount_right.stl
purge - bracket.stl
purge - action.stl
then assemble as standard.
thanks! =dbigbrain3d
thingiverse
free

Purge Pan by bsbmx
...nce inside the 'bowl', but its purpose is just to collect purged and wasted plastic, so it doesn't need to be pretty.
thingiverse
free

Purge Bucket Anet by horus2678
...purge bucket anet by horus2678
thingiverse
allow to purge anet printer in a bucket instead drawing lines
thingiverse
free

Mosquito hotend -> RETRACTABLE PURGE MECHANISM
... of these 3 parts:
purge - mount_right.stl
purge - bracket.stl
purge - action.stl
then assemble as standard.
thanks! =dbigbrain3d
Gcode
3d_export
$5

muscle low poly car
...you like it!<br>3d rar includes stl ,cura file and gcode ...
thingiverse
free

Temp tower gcodes
...temp tower gcodes
thingiverse
gcode
thingiverse
free
Curiosity Rover GCODES by BabyBowser
...curiosity rover gcodes by babybowser
thingiverse
just gcodes (except for the complete model.)
thingiverse
free
gcode antenna by goodpudding
...gcode antenna by goodpudding
thingiverse
antenna
thingiverse
free

gcode halftone converter by mattvenn
...e converter by mattvenn
thingiverse
what?
a python program to convert an image into halftone. generates gcode for your cnc mill.
thingiverse
free

Elektriktrick GCode Preview by matthiasm
... for files ending in .gcode or .bfb
more information and the original files are here:
http://www.thingiverse.com/thing:376361
thingiverse
free

One layer bridge testing Gcode by 1459419282
... printing gcode to test the limited of ultimaker 2 default settings
gcode generated by fullcontrol gcode @loughborough university
thingiverse
free

Batman repaired + gcode by sfiamma
...ou can see how is simple to remove his support material.
this gcode can work also on other marlin machine with rumba elettronics.
thingiverse
free

EPAX E10 GCODE Modifications by mrcythos
...epax e10 gcode modifications by mrcythos
thingiverse
files for epax e10 gcode modification. ignore the cylinder stl.
thingiverse
free

Tablet gcode for analysis by Artesian
...tablet gcode for analysis by artesian
thingiverse
sa
Bucket
archibase_planet
free

Bucket
...bucket
archibase planet
pail bucket tub
bucket - 3d model for interior 3d visualization.
3d_ocean
$5

Bucket
...bucket
3docean
bucket cleaning galvanized gavanised stainless steel zinc zinc coated
a galvanized bucket
turbosquid
free

Bucket bucket With Water
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
archibase_planet
free

Bucket
...bucket
archibase planet
bucket pail
bucket n250308 - 3d model (*.gsm+*.3ds) for interior 3d visualization.
archibase_planet
free

Bucket
...bucket
archibase planet
tub bucket pail
bucket - 3d model (*.gsm+*.3ds) for interior 3d visualization.
archibase_planet
free

Bucket
...bucket
archibase planet
bucket pail bin
bucket n280612 - 3d model (*.gsm+*.3ds) for interior 3d visualization.
archibase_planet
free

Bucket
...bucket
archibase planet
pail bucket tub
bucket 2 - 3d model (*.gsm+*.3ds) for interior 3d visualization.
archibase_planet
free

Bucket
...bucket
archibase planet
fire fighting equipment dip-bucket
bucket - 3d model (*.gsm+*.3ds) for interior 3d visualization.
3d_export
$5

bucket
...bucket
3dexport
scratched galvanized bucket. fbx, obj, blend, and testura formats
3ddd
$1

Wooden bucket
...wooden bucket
3ddd
wooden bucket , ведро
wooden bucket