Thingiverse

PseudoBot Filament Extruder by unotre
by Thingiverse
Last crawled date: 3 years ago
Inspired by http://www.extrusionbot.com
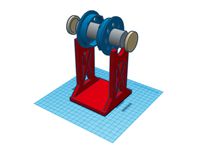
Auger barrel is 1" OD x .875" ID seamless 304 SS tubing and was single-point threaded on the bottom end. It, and the SS feed tube, were cupped with a 1" endmill @ 30 deg and welded together. The auger is a 7/8" "Jennings Pattern" screw bit, and its shank had to be trued and turned down on a lathe to 8mm to fit into an 8mm shaft collar and 8mm ball bearing. A thrust bearing stacked on top of the shat collar pushes against an aluminum plug that's been pinned to the auger barrel with a 5-40 screw. On the top end of the alu plug is a counter-bore to press fit the 8mm bearing into. On the bottom threaded portion of the barrel, an aluminum heat sink/hot-end with an internal 30 degree taper terminating to a 7/16-14 thread, screws on, and the brass extruder nozzle screws into the 7/16-14 thread. The heatsink is heated with a 1" 250w band heater. For the thermocouple, a 1/16" hole was drilled into the heatsink adjacent to the 7/16-14 thread and between where the band heater splits
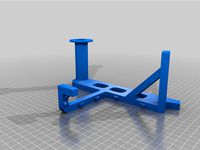
Motor is the "BetaMotor" featured on filastruder.com. It was fastened to 4" x 1/4" aluminum angle with one leg milled down to 3", and the angle fastened to a 1/4" x 2" aluminum bar. The betamotor came with a square drive shaft, so I replaced the shaft with a 1/2" rod turned down to 3/8" on the drive end to fit into a 3/8" Lovejoy equipped w/ bronze spider.
The power supply for the motor (externally mounted on the left side) was a ~$25 12vdc10A LED power supply off Amazon.
Housing dimensions: 6.5" width x 5" depth x 10" height.
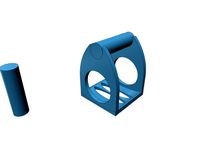
I used a rotabroach to cut the 1" and 1.25" holes in what were to be the top and bottom before I bent it on a magnabend. All other holes, the PID, and window cut-outs were drilled or nipped after bending. After bending, the auger/motor brace assembly w/ spacers added was put into place, and the spacers were then traced around with a pencil to map where the housing mount holes should be. Six 1" pieces of 1/2"x1/8" angle were riveted to the rear housing to serve as attachment points for the front half of the housing.
Auger barrel is 1" OD x .875" ID seamless 304 SS tubing and was single-point threaded on the bottom end. It, and the SS feed tube, were cupped with a 1" endmill @ 30 deg and welded together. The auger is a 7/8" "Jennings Pattern" screw bit, and its shank had to be trued and turned down on a lathe to 8mm to fit into an 8mm shaft collar and 8mm ball bearing. A thrust bearing stacked on top of the shat collar pushes against an aluminum plug that's been pinned to the auger barrel with a 5-40 screw. On the top end of the alu plug is a counter-bore to press fit the 8mm bearing into. On the bottom threaded portion of the barrel, an aluminum heat sink/hot-end with an internal 30 degree taper terminating to a 7/16-14 thread, screws on, and the brass extruder nozzle screws into the 7/16-14 thread. The heatsink is heated with a 1" 250w band heater. For the thermocouple, a 1/16" hole was drilled into the heatsink adjacent to the 7/16-14 thread and between where the band heater splits
Motor is the "BetaMotor" featured on filastruder.com. It was fastened to 4" x 1/4" aluminum angle with one leg milled down to 3", and the angle fastened to a 1/4" x 2" aluminum bar. The betamotor came with a square drive shaft, so I replaced the shaft with a 1/2" rod turned down to 3/8" on the drive end to fit into a 3/8" Lovejoy equipped w/ bronze spider.
The power supply for the motor (externally mounted on the left side) was a ~$25 12vdc10A LED power supply off Amazon.
Housing dimensions: 6.5" width x 5" depth x 10" height.
I used a rotabroach to cut the 1" and 1.25" holes in what were to be the top and bottom before I bent it on a magnabend. All other holes, the PID, and window cut-outs were drilled or nipped after bending. After bending, the auger/motor brace assembly w/ spacers added was put into place, and the spacers were then traced around with a pencil to map where the housing mount holes should be. Six 1" pieces of 1/2"x1/8" angle were riveted to the rear housing to serve as attachment points for the front half of the housing.
Similar models
thingiverse
free

8mm bar end mirror adapter by wingnut1000
... 2mm in abs.
update: replace model for bottom piece. original had error that made it too thick causing stock bolt to be short.
thingiverse
free

Heatbed Threaded Rod Support "Z" Axis by iMakebyDesign
...bearing, 10mm rod use a 6900zz bearing ( or similar ). locate the collars 19 - 20mm from end...
thingiverse
free

5mm to 8mm Z axis shaft coupler by mrice
...ible shaft couplers on z axis rods, for 5mm motor shafts and 8mm threaded rods. use two m3x10mm screws and nuts to tighten down.
thingiverse
free

Aluminum extrusion acoustic panel bracket by realmakermods
...t; thickness.
screws are m3 screws, 3.4mm clearance holes in the print. 5.8mm head diameter for the countersunk front screw file.
thingiverse
free

V-Belt Pulley for Motor - 1 inch diameter, 0.5 inch shaft by circa1023
...
this is a 1" pulley for a motor with a notched 1/2" diameter drive shaft. the set screw is a 1/16" untapped hole.
thingiverse
free

Brackets for Drag chain by PCFlyer
...own" end piece. i had a difficult time getting to the lower holes once multiple wires were passing through it. this works.
thingiverse
free

NEMA17 motor to Acme lead screw shaft coupling by mrice
...ere are two versions of the stl, the original (3/8" lead screw) version shown in the photo, and a 1/4" version as well.
thingiverse
free
Coupling 12mm shaft with keyway to 7/16 hex by vaporsyndicate
...h keyway to 7/16 hex by vaporsyndicate
thingiverse
coupling for a 15:1 geared nema23 driving a 5/8 auger bit with a 7/16 shank.
thingiverse
free

End Mill Set Holder by ril3y
... the last layer is the file that has the work "bottom" in it. it basically is only the outline and no end mill holes.
thingiverse
free

Shaft coupler from quarter inch (1/4") to 14mm by blaiseb
...mm shaft or threaded rod.
nuts and bolts used for assembly:
four 8-32 x 1"
two 8-32 x 1/2"
two 8-32 x 5/8"
Unotre
thingiverse
free

SLA Metallic Microlattice test by unotre
...sla metallic microlattice test by unotre
thingiverse
microtruss1 = imperial units
microtruss2 = metric units
thingiverse
free
Afinia UP! Extruder Cable Box by unotre
...anyone wanting to modify the extruder cable box on afinia / up! printers but can't because of the proprietary .up3 file type.
thingiverse
free

Afinia UP! Indicator Mount / Holder by unotre
... temp switch).
your indicator should have a 3/4" or 1" probe attached in order to take readings close to the nozzle.
thingiverse
free

10mm Keck by Bruta1ity
...10mm keck by bruta1ity thingiverse scaled down unotre#39;s 14mm keck clip to fit my 10mm...
thingiverse
free

14/20 Keck Clip - ST/NS Glassware Taper Joint Clip by unotre
... splitting.
24/40 keck clip: http://www.thingiverse.com/thing:274563
19/22 keck clip: http://www.thingiverse.com/thing:275257
thingiverse
free

Torsen LSD - Limited Slip Differential by unotre
... the base plate should be printed lengthwise up so it has the lowest amount of contact area with the platform to prevent curling.
thingiverse
free

Torsen LSD SCALED by pachek
...this a remix of the torsen lsd designed by "unotrequot;. main change is that it is scaled by half...
thingiverse
free

Schmidt Coupling - Offset Coupling by unotre
...ed from the middle to prevent warping.
http://www.youtube.com/watch?v=04gz8nc38fu
https://www.youtube.com/watch?v=g2du1s2ukhq
thingiverse
free
24/40 Keck Clip - ST/NS Glassware Taper Joint Clip by unotre
..., no raft.
--
14/20 keck clip: http://www.thingiverse.com/thing:274395
19/22 keck clip: http://www.thingiverse.com/thing:275257
Extruder
thingiverse
free
Extruder
...extruder
thingiverse
extruder for 3dprinter
thingiverse
free
Linear extrude, rotation extrude by jtirado
...linear extrude, rotation extrude by jtirado
thingiverse
linear extrude, rotation extrude
thingiverse
free

extruder by brunoschoofs
...extruder by brunoschoofs
thingiverse
extruder
thingiverse
free
Extruder Catcher/Extruder Holder by Verdandi
...extruder catcher/extruder holder by verdandi
thingiverse
for holding extruder.
thx for clicking
designed on sketch up
thingiverse
free

extruder by nekro
...extruder by nekro
thingiverse
cooler extruder
thingiverse
free

Extruder by DViktor
...extruder by dviktor
thingiverse
extruder with three fans (1 unmanaged extruder and 2 managed to product) fans 20x20x10
thingiverse
free

Extruder Knob
...extruder knob
thingiverse
yet another extruder knob.
thingiverse
free
Extruder by ImHuman
...extruder by imhuman
thingiverse
my first extruder. my design.
thingiverse
free

BMG extruder
...bmg extruder
thingiverse
bmg extruder model : step, wrl, stl
thingiverse
free

Bowden Extruder
...bowden extruder
thingiverse
i have created bowden extruder for flsun delta 3d printer.
Filament
thingiverse
free

Filament holder for 1,75mm filament by Boschlike
...ent holder for 1,75mm filament by boschlike
thingiverse
filament holder for 1,75mm filament.
mountable on the prusa mk3s+ frame.
thingiverse
free

Filament Holder SUNLU Filament by TrisiT
...filament holder sunlu filament by trisit
thingiverse
remix for the sunlu filament rolls.
thingiverse
free
Filament stand
...filament stand
thingiverse
basic filament stand for filament coils with bigger diameter.
thingiverse
free
Filament Holder
...filament holder
thingiverse
this filament stand is to hold the filament without using the as-built location
thingiverse
free

Filament clip
... clip
really easy to print and use. no hole to insert the filament. the filament stay in place because pressed against the spool.
thingiverse
free

Filament hanger
...filament hanger
thingiverse
hanger for filaments. it helps you organize your filaments and work space.
thingiverse
free
filament holder
...filament holder
thingiverse
filament holder
thingiverse
free

Filament Cradle
...filament cradle
thingiverse
filament cradle
thingiverse
free

Filament Holder (Filament Spool) by herenkeskin
...filament holder (filament spool) by herenkeskin
thingiverse
this is a filament holder. i printed this part on my tevo tarantula.
thingiverse
free
Pyramid Filament Mount with Filament Sensor by wlbillmartin
...pyramid filament mount with filament sensor by wlbillmartin
thingiverse
pyramid filament mount with filament sensor
(9:30)