Thingiverse

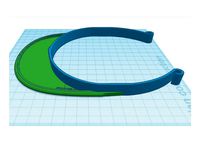
Face Shield Lite + easy mount+pins by FOR_MAKERSPACE
by Thingiverse
Last crawled date: 4 years, 2 months ago
This is a modification of our first model (https://www.thingiverse.com/thing:4238829). We made it and tested it together with FAB LAB Bucuresti.
Now it can be used both with non-perforated thin sheets (<0,3 mm), using the gap between frames, and with thick perforated sheets (>0,3mm) using the pins.
You can find the DXF sheets for the frontal, perforated and non-perforated. They are ready to be cut by laser or CNC.
PRINT PARAMETERS FOR a 0,4 mm Nozzle diameter:
It is just a reference based on the original Coronavirus Makers settings (Spain) and our own tests, as each printer (and slicer software) has its own parameters to ensure optimal prints.
-Layer height: 0.28mm
-Fill: 50%
-Fill type: Grid
-Upper layers: 3
-Lower layers: 3
-Shell: 4
-Flow (extrusion multiplier): 80% Important to ensure the thin gap keeping the plastic sheet!!! UPDATE some printers and some old materials need a bigger flow. Please make some tests. The exterior frame should move, but the whole thing has to be solid!
-No supports needed
-Printing speed: tested in 3 different models with good result
PRUSA MK3S Creality CR10 I3 MENDEL 2016
General 80 mm/s 60 mm/s 50 mm/s
Perimeters : 80 mm/s 60 mm/s 45 mm/s
Small perimeters: 80 mm/s 60 mm/s 45 mm/s
External perimeters: 80 mm/s 60 mm/s 45 mm/s
Fill: 80 mm/s 60 mm/s 50 mm/s
Solid fill: 80 mm/s 60 mm/s 50 mm/s
Top solid fill: 80 mm/s 60 mm/s 50 mm/s
Bridges: No bridges in our remix
Fill: 80 mm/s 60 mm/s 50 mm/s
Travel: 180 mm/s 80 mm/s 80 mm/s
Please print a test and ensure everything is ok before going further
With a 0,80 flow, there are some chances of under-extrusion. It can lead to poor layer adhesion, especially in the frontal thin walls, ruining the functionality of the piece.
If it is your case, there are some fine tunings in the slicer software that can be made to fix the problem.
Parameters related to the extrusion width and to the behavior on thin walls will solve the issue. The idea is to avoid gaps in thin walls.
We would be pleased to help you get optimal results.
If you arrived here from Romania following our social media call, first of all, thank you. Just get in contact with us. If you cannot reach us please leave a comment and we will answer asap.
Makers unite against coronavirus, let's shield our amazing healthcare personnel!
Now it can be used both with non-perforated thin sheets (<0,3 mm), using the gap between frames, and with thick perforated sheets (>0,3mm) using the pins.
You can find the DXF sheets for the frontal, perforated and non-perforated. They are ready to be cut by laser or CNC.
PRINT PARAMETERS FOR a 0,4 mm Nozzle diameter:
It is just a reference based on the original Coronavirus Makers settings (Spain) and our own tests, as each printer (and slicer software) has its own parameters to ensure optimal prints.
-Layer height: 0.28mm
-Fill: 50%
-Fill type: Grid
-Upper layers: 3
-Lower layers: 3
-Shell: 4
-Flow (extrusion multiplier): 80% Important to ensure the thin gap keeping the plastic sheet!!! UPDATE some printers and some old materials need a bigger flow. Please make some tests. The exterior frame should move, but the whole thing has to be solid!
-No supports needed
-Printing speed: tested in 3 different models with good result
PRUSA MK3S Creality CR10 I3 MENDEL 2016
General 80 mm/s 60 mm/s 50 mm/s
Perimeters : 80 mm/s 60 mm/s 45 mm/s
Small perimeters: 80 mm/s 60 mm/s 45 mm/s
External perimeters: 80 mm/s 60 mm/s 45 mm/s
Fill: 80 mm/s 60 mm/s 50 mm/s
Solid fill: 80 mm/s 60 mm/s 50 mm/s
Top solid fill: 80 mm/s 60 mm/s 50 mm/s
Bridges: No bridges in our remix
Fill: 80 mm/s 60 mm/s 50 mm/s
Travel: 180 mm/s 80 mm/s 80 mm/s
Please print a test and ensure everything is ok before going further
With a 0,80 flow, there are some chances of under-extrusion. It can lead to poor layer adhesion, especially in the frontal thin walls, ruining the functionality of the piece.
If it is your case, there are some fine tunings in the slicer software that can be made to fix the problem.
Parameters related to the extrusion width and to the behavior on thin walls will solve the issue. The idea is to avoid gaps in thin walls.
We would be pleased to help you get optimal results.
If you arrived here from Romania following our social media call, first of all, thank you. Just get in contact with us. If you cannot reach us please leave a comment and we will answer asap.
Makers unite against coronavirus, let's shield our amazing healthcare personnel!
Similar models
thingiverse
free
#RESISTANCECOVID RC4 - covid coronavirus Prusa Protective Face Shield - RC1 RC2 RC3 RC3.1 - NO ELASTIC - NO HOLE - !!!41min!!! TO PRINT 145x145x5 MODEL by TESLA3DTORE
...dges: no bridges in our remix
support: no support in our remix
gap fill: 40 mm/s 40 mm/s 40 mm/s
travel: 180 mm/s 80 mm/s 80 mm/s
thingiverse
free
CR-6 SE Handle / Hot Bed Handle by Fox1387
...al thin wall type: allow single extrusion fill
allowed perimeter overlap: 100% (section advancedd)
print-speed: 45 mm/s / 60 mm/s
thingiverse
free

Kleiderstange by Daraff
...es
no
complete individual objects
no
enable ooze prevention
no
keep fan on
no
retract on layer change
no
wipe while retracting
no
thingiverse
free

Pleating Fork 1/2" Pleats, rounded, tapered, poker, ruler by tlmelk
...250 mm/s
top solid infill: 100 mm/s
gap fill: 0 mm/s (disable)
setting adopted from maker's muse:https://youtu.be/3kw9snk4lkc
thingiverse
free

Retrofit Kits for 3M Respirators -- common surgical masks can be used as filters in 3M 6000/7500 series respirators. by HiddenOne
...ottom solid layers: 3
under advanced tab -- layer modifications
start printing at height: 3.6mm
stop printing at height: disabled
thingiverse
free

MK3 Extrusion and X axis ringing test by UltiMike
...st layer 200 other layers 195
bed: first layer 50 other layers 50
retraction:
length: 2mm
all other settings untouched
thingiverse
free

extrusion multiplier test
... mm .(as well as the width of the nozzle)
setup : 1 wall perimeter
top solid layers 0
buttom solid layer 3
infill 0
thingiverse
free

Mountain landscape by HappySubMarine
...g parameters:
first layer height - 0,27 mm
layer height - 0,2 mm
fill density - 100%
print speed - 60 mm/s
travel speed - 80 mm/s
thingiverse
free

Eiffla tower by HappySubMarine
...g parameters:
first layer height - 0,27 mm
layer height - 0,2 mm
fill density - 100%
print speed - 60 mm/s
travel speed - 80 mm/s
thingiverse
free

D&D castle of ravenloft complete tile set by botero5
...fill gaps checked
solid infill every 0
fill angle 45
solid infill threshold area 70
only retract with crossing perimeters checked
Makerspace
thingiverse
free

Milwaukee Makerspace by raster
...milwaukee makerspace by raster
thingiverse
a line rendition of the milwaukee makerspace logo.
thingiverse
free

Milwaukee Makerspace by raster
...milwaukee makerspace by raster
thingiverse
a stippled rendition of the milwaukee makerspace logo.
thingiverse
free

Portachiavi Makerspace by MattewScongiu
...portachiavi makerspace by mattewscongiu
thingiverse
portachiavi laboratorio makerspace itis einstein roma
thingiverse
free

Lulea Makerspace by juntti99
...lulea makerspace by juntti99
thingiverse
was bored one day and thought does our makerspace have a 3d logo yet.
thingiverse
free

MAKERSPACE by MakerHelle
...e: rockwell extra bold, width 65% and 490 high
k: p-something (see pic), width 100% and 490 high and 330 wide
cut in 4 mm plywood
thingiverse
free

Makerspace Starter Kit by DesignMakeTeach
... facebook.com/designmaketeach. i love to talk with teachers, designers and makers about 3d printing, stem and learning by making.
thingiverse
free

Coventry Makerspace Keyring by DD28
...y makerspace keyring by dd28
thingiverse
first attempt at using openscad to create a keyring design for the coventry makerspace.
thingiverse
free

Beijing Makerspace Badge by AzureViolin
...g makerspace badge by azureviolin
thingiverse
3d printed version of beijing makerspace badge, with a flashing led in the middle.
thingiverse
free

Makerspace Urbana Logo by DocJames
...rspace urbana logo by docjames
thingiverse
the logo for the urbana, illinois, usa makerspace rendered in 3d.
made with openscad.
thingiverse
free

PORTACHIAVI MAKERSPACE V3 V4 by MattewScongiu
...portachiavi makerspace v3 v4 by mattewscongiu
thingiverse
portachiavi makerspace corretto
Lite
design_connected
$11

Lite
...lite
designconnected
sphaus lite coffee tables computer generated 3d model. designed by eero saarinen.
3ddd
$1

Foscarini_Giga-Lite
... giga-lite , лампы , light
foscarini_giga-lite
turbosquid
free

LegendarySwords - Lite
...odel legendaryswords - lite for download as dae, fbx, and obj on turbosquid: 3d models for games, architecture, videos. (1559781)
turbosquid
$85

DS Lite
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$5

Jet Lite
... model jet lite for download as 3ds, obj, fbx, blend, and stl on turbosquid: 3d models for games, architecture, videos. (1476173)
turbosquid
$1

Mod-Lite
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
free

lite on.max
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
design_connected
$13

Multi-Lite Pendant
...multi-lite pendant
designconnected
gubi multi-lite pendant computer generated 3d model. designed by weisdorf, louis .
turbosquid
$120

Cartoon Pack Lite
...
royalty free 3d model cartoon pack lite for download as fbx on turbosquid: 3d models for games, architecture, videos. (1255320)
turbosquid
$100

HUAWEI P3 Lite
...id
royalty free 3d model huawei p30 lite for download as c4d on turbosquid: 3d models for games, architecture, videos. (1515805)
Shield
3d_export
$5

shield
...shield
3dexport
shield
3d_export
$5

Shield
...shield
3dexport
shield and a spear
3d_ocean
$6

Shield
...shield
3docean
game shield low polygon mei evil shild old shield shield
2048 texture obj,fbx,blend game ready.
3d_export
$5

Shield
...shield
3dexport
a shield that hasn't been made of materials will be available to everyone
3d_ocean
$4

Round Shield
...round shield
3docean
ancient battle fantasy knight medieval shield shields warrior
nice model of round shield.
3d_export
free
metal shield
...metal shield
3dexport
russian metal shield - anti-riot shield.
3d_export
$5

shield
...shield
3dexport
old shield, damaged and covered in mold. every file have a zip folder in with textures.
turbosquid
free

Shield
...shield
turbosquid
free 3d model shield for download as c4d on turbosquid: 3d models for games, architecture, videos. (1164800)
3d_export
$5

fire shield
...fire shield
3dexport
fire shield
turbosquid
$10

SHIELD
...
turbosquid
royalty free 3d model shield for download as obj on turbosquid: 3d models for games, architecture, videos. (1273553)
Pins
3d_export
$5

Pin
...pin
3dexport
very god pin
3d_ocean
$1

Bowling pins
...e inside of cinema 4d. there are 3 files included : pin.c4d : pins array.c4d : pin.obj pins array is the bowling pins set up i...
3d_ocean
$5

Pins
...v-ray studio render setting ready close-ups camera support polys: low: 6.314 high: 1.681.922 (with turbosmooth modifier) *incl...
turbosquid
$4

pin
...osquid
royalty free 3d model pin for download as 3dm and max on turbosquid: 3d models for games, architecture, videos. (1669685)
3d_ocean
$15

Map Pins
...map pins
3docean
factory kremlin map moscow oil oil-derrick pin pins red russia soviet soviet union star
some stylized map pins.
turbosquid
$9

Pins
...lty free 3d model pins for download as 3ds, max, obj, and fbx on turbosquid: 3d models for games, architecture, videos. (1506195)
turbosquid
$7

Pin
...alty free 3d model pin for download as dae, fbx, obj, and stl on turbosquid: 3d models for games, architecture, videos. (1609891)
turbosquid
$35

Pins
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$20

Pin
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$20

Pin
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
Face
turbosquid
$100
face a face
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$6

Face To Face Swing
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
3ddd
$1
Almerich Face to Face
... гибкостью материала, прозрачностью и тактом, чтобы создавать игры со светом и тенью.
размеры: 48 x 48 x 155 см
полигоны: 39 376
design_connected
$11

Face
...face
designconnected
montis face chairs computer generated 3d model. designed by gerard van den berg.
turbosquid
$15

Face
...ce
turbosquid
royalty free 3d model face for download as mud on turbosquid: 3d models for games, architecture, videos. (1178369)
turbosquid
$6
Face
...ce
turbosquid
royalty free 3d model face for download as max on turbosquid: 3d models for games, architecture, videos. (1409756)
turbosquid
$1

Face
...uid
royalty free 3d model face for download as obj and blend on turbosquid: 3d models for games, architecture, videos. (1288500)
turbosquid
$150

Face
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$50

face
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
$15

Face
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
Easy
design_connected
$16

Easy
...easy
designconnected
sollos easy computer generated 3d model. designed by almeida, jader.
design_connected
$20

Easy
...easy
designconnected
established & sons easy armchairs computer generated 3d model. designed by ed carpenter.
3d_ocean
$1

Easy Button
... it is accurate in close-ups. you can drop this model right into any setting. the textures are included as well as links to do...
design_connected
$16
Easy Armchair
...easy armchair
designconnected
easy armchair computer generated 3d model. designed by jeanneret, pierre.
3ddd
$1

Pouf EASY
... easy
3ds max 2010.v-ray 2.40.03.file formats fbx,obj. pouf desiree 2014 easy. dimensions 100x100x45 cm.
design_connected
$18

Easy Armchair
...easy armchair
designconnected
fsm easy armchair computer generated 3d model. designed by hartmann, markus.
design_connected
$16

Easy Rider
...easy rider
designconnected
bulo easy rider computer generated 3d model. designed by venlet, danny.
design_connected
$16

Easy Chair
...easy chair
designconnected
magis easy chair computer generated 3d model. designed by seymour, jerszy.
design_connected
$11

Easy Footstool
...easy footstool
designconnected
fsm easy footstool computer generated 3d model. designed by hartmann, markus.
design_connected
$18

Doda - Easy
...doda - easy
designconnected
molteni & c doda - easy computer generated 3d model. designed by laviani, ferruccio.
Mount
3d_export
free

mounting bracket
...mounting plate is the portion of a hinge that attaches to the wood. mounting plates can be used indoors, cabinetry and furniture.
turbosquid
$2

MOUNTING
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
free

Mounts
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
turbosquid
free

Mount Fuji
...fuji
turbosquid
free 3d model mount fuji for download as obj on turbosquid: 3d models for games, architecture, videos. (1579977)
3d_export
$5
Headphone mount LR
...headphone mount lr
3dexport
headphone mount l+r
turbosquid
$39

Mount rainier
...quid
royalty free 3d model mount rainier for download as fbx on turbosquid: 3d models for games, architecture, videos. (1492586)
turbosquid
$5
pipe mounting
...quid
royalty free 3d model pipe mounting for download as obj on turbosquid: 3d models for games, architecture, videos. (1293744)
turbosquid
$3

Mounting Tires
...uid
royalty free 3d model mounting tires for download as fbx on turbosquid: 3d models for games, architecture, videos. (1708511)
3d_export
$5

Magnetic GoPro Mount
...pro mount
3dexport
cool magnetic mount for gopro. allows you to mount the camera on flat metal surfaces and get exclusive shots.
turbosquid
$5

Stone Mount
...ty free 3d model stone mount for download as ma, obj, and fbx on turbosquid: 3d models for games, architecture, videos. (1370306)