Thingiverse
Cold Pull GCode by flickeringsight
by Thingiverse
Last crawled date: 3 years, 3 months ago
OK, this isn't a model but rather a gcode script to facilitate automated cold pulls to clear out your nozzle. I use it all the time on my Ender 3 and thought others might get some good use from it as well.
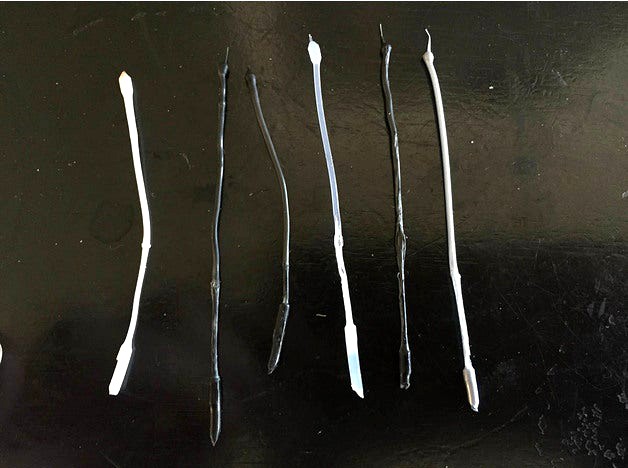
What is a cold pull?
A cold pull is when filament that is embedded in the nozzle is pulled out under a low temperature sweet spot so that it completely peels away leaving the nozzle with a clean inner surface. This is good for removing clogs and residual filament.
Who is this for?
This was written for an Ender 3, however should work well for any FDM style printer but your mileage may vary. If your bed size is less than 230mm then you'll want to edit the file using a text editor and change this line:
G1 X10.1 Y200.0 Z0.3 F5000.0 ;Move to start position
The Y200.0 says to move the nozzle back 200mm, but if your bed is too small I'd say take the bed size and subtract 20 from that. So a 180mm bed size would be:
G1 X10.1 Y160.0 Z0.3 F5000.0 ;Move to start position
Right now the script is coded for pulling PLA, and I'll very likely make versions for other types of filaments.
What exactly does it do?
Inspired by Cura's pre-printing routine, this script will do a homing routine, position the nozzle at the back-left corner of the bed and wait for the bed and nozzle to come to temperature.
When the hot end is at printing temp a line is drawn to prime the nozzle, followed by a small upward movement and a pause while the hot end comes down to cold-pull temp, at which time a relatively quick 100mm retraction occurs. At that point you can pull out the filament leaving, hopefully, a completely cleared out nozzle.
Gcode in it's entirety
There's an alternate version down below, a quick and dirty variation without the primer moves.
;FLAVOR:Marlin
;Initialize
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M302 S70 ;Set min extrude temp to 70
;Set Initial Temps
M140 S50 ;Set Heat Bed temperature
;M190 S50 ;Wait for Heat Bed temperature
M104 S200;Set Extruder temperature
;Home
G28 ;Home all axes
G92 E0 ;Reset Extruder
;LAYER_COUNT:1
;LAYER:0
;Print Primer Line
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y200.0 Z0.3 F5000.0 ;Move to start position
M109 S200 ;Wait for Extruder temperature
G1 X10.1 Y20 Z0.4 F1500.0 E30 ;Draw a line
G1 X10.0 Y20 Z1.4 F1500.0 ;Move up a bit
G92 E0 ;Reset Extruder
;Set Cold Pull Temp
M104 S90 ;Set Extruder temperature
M109 R90 ;Wait for Extruder temperature
;Pull It
G1 Z10.0 F1000 E-100 ;retract 100mm and pull up
;Present and Shutdown
G1 X0 Y225 F3000 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y Z E ;Disable all steppers
;End of Gcode
Quick and Dirty Code
This version skips the primer routine and goes straight for the pull. If your hot-end isn't primed with filament, this may not produce a good pull.
;FLAVOR:Marlin
;Initialize
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M302 S70 ;Set min extrude temp to 70
;LAYER_COUNT:1
;LAYER:0
;Set Cold Pull Temp
G92 E0 ;Reset Extruder
M104 S90 ;Set Extruder temperature
M109 R90 ;Wait for Extruder temperature
;Pull It
G1 Z10.0 F1000 E-100 ;retract 100mm and pull up
;Present and Shutdown
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y Z E ;Disable all steppers
;End of Gcode
What is a cold pull?
A cold pull is when filament that is embedded in the nozzle is pulled out under a low temperature sweet spot so that it completely peels away leaving the nozzle with a clean inner surface. This is good for removing clogs and residual filament.
Who is this for?
This was written for an Ender 3, however should work well for any FDM style printer but your mileage may vary. If your bed size is less than 230mm then you'll want to edit the file using a text editor and change this line:
G1 X10.1 Y200.0 Z0.3 F5000.0 ;Move to start position
The Y200.0 says to move the nozzle back 200mm, but if your bed is too small I'd say take the bed size and subtract 20 from that. So a 180mm bed size would be:
G1 X10.1 Y160.0 Z0.3 F5000.0 ;Move to start position
Right now the script is coded for pulling PLA, and I'll very likely make versions for other types of filaments.
What exactly does it do?
Inspired by Cura's pre-printing routine, this script will do a homing routine, position the nozzle at the back-left corner of the bed and wait for the bed and nozzle to come to temperature.
When the hot end is at printing temp a line is drawn to prime the nozzle, followed by a small upward movement and a pause while the hot end comes down to cold-pull temp, at which time a relatively quick 100mm retraction occurs. At that point you can pull out the filament leaving, hopefully, a completely cleared out nozzle.
Gcode in it's entirety
There's an alternate version down below, a quick and dirty variation without the primer moves.
;FLAVOR:Marlin
;Initialize
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M302 S70 ;Set min extrude temp to 70
;Set Initial Temps
M140 S50 ;Set Heat Bed temperature
;M190 S50 ;Wait for Heat Bed temperature
M104 S200;Set Extruder temperature
;Home
G28 ;Home all axes
G92 E0 ;Reset Extruder
;LAYER_COUNT:1
;LAYER:0
;Print Primer Line
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y200.0 Z0.3 F5000.0 ;Move to start position
M109 S200 ;Wait for Extruder temperature
G1 X10.1 Y20 Z0.4 F1500.0 E30 ;Draw a line
G1 X10.0 Y20 Z1.4 F1500.0 ;Move up a bit
G92 E0 ;Reset Extruder
;Set Cold Pull Temp
M104 S90 ;Set Extruder temperature
M109 R90 ;Wait for Extruder temperature
;Pull It
G1 Z10.0 F1000 E-100 ;retract 100mm and pull up
;Present and Shutdown
G1 X0 Y225 F3000 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y Z E ;Disable all steppers
;End of Gcode
Quick and Dirty Code
This version skips the primer routine and goes straight for the pull. If your hot-end isn't primed with filament, this may not produce a good pull.
;FLAVOR:Marlin
;Initialize
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M302 S70 ;Set min extrude temp to 70
;LAYER_COUNT:1
;LAYER:0
;Set Cold Pull Temp
G92 E0 ;Reset Extruder
M104 S90 ;Set Extruder temperature
M109 R90 ;Wait for Extruder temperature
;Pull It
G1 Z10.0 F1000 E-100 ;retract 100mm and pull up
;Present and Shutdown
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y Z E ;Disable all steppers
;End of Gcode
Similar models
thingiverse
free

CR-10 v3 Hermera + BLTouch + Filament sensor by f3bandit
... ;move to side a little
g1 x10.4 y20 z0.28 f1500.0 e30 ;draw the second line
g92 e0 ;reset extruder
g1 z2.0 f3000 ;move z axis up
thingiverse
free
E3(Pro) Glass Build Plate Corner Caps by kai_to_makes
... ;move to side a little
g1 x10.4 y20 z0.28 f1500.0 e30 ;draw the second line
g92 e0 ;reset extruder
g1 z2.0 f3000 ;move z axis up
thingiverse
free

E Step Ruler
...axis to 0 to indicate end of test
m117 complete!
m84 x y e ;disable all steppers but z
m82 ;absolute extrusion mode
;end of gcode
thingiverse
free

Dual material Y joiner remix by hackwell
...ustom gcode
g92 e0 t1
g91
g1 t1 e-140 f3500; unload filament
g90
g92 e0 t1
g0 x{prime_tower_position_x} y{prime_tower_position_y}
thingiverse
free

Bed Level Ender 3 / Ender 3 Pro by maxwellhau5caffy
...move to side a little
g1 x0.4 y20 z0.3 f1500.0 e30 ; draw the second line
;end purge line
.
..
...
..
.
g1 x0 y235 ;present print
thingiverse
free
SVO2 Purge Bucket and GCODE by RedSquirrelHobbies
... positioning on
g1 z-1 f1000 ; lower nozzle by 1mm
g90 ; absolute positioning on
m400 ; wait for finish
thingiverse
free

Ender 3 V2 Brush mount by SharpSeer
...ed
g1 x5 y20 z0.3 f5000.0 ; move over to prevent blob squish
lastly, rotate the print till it is flat, i have not altered it yet.
thingiverse
free

Simplify3D Snapmaker 2.0 A350 Profile by CarvedArt
...rformed a backlash calibration and use the numbers from your test. simply add the gcode to the beginning of your starting script.
thingiverse
free

Ender3 2021 AutoOff Switch Mount by Novaglow
...tors
; end of custom end gcode
uses 20mm m3 button head screws
240v 20a nc/no switch (part xv-154-1c25)
2 core lamp cord 240v 15a
thingiverse
free

Box Switch auto ShutDown by P69Greco
...olute positioning
m107 ;turn the fan off; -- end of end gcode --
g4 s120; attendi 2 minuti
g1 x0 y210 f2000; turn off print
Flickeringsight
thingiverse
free

Accurate Dalek Model from Doctor Who - The Missing Bits by flickeringsight
...ot; setting for thing entries is not working, so i cannot associate this with the source material. i may try again in a few days.
thingiverse
free
DIY Rick and Morty flying car - Extra Interior Light by flickeringsight
...e led into whatever you've got powering the other lights, with sufficient resistance to get the brightness where you want it.
thingiverse
free

Ender 3 V2 Brace/Pi Mount by s-kybound
...already serve as a good brace. rails remixed from flickeringsight railless version will require your own nuts and...
thingiverse
free

mini pod .obj by gonzo55
...2001 discovery (dx-1) with pod bay and improvements by flickeringsight july 21, 2020 i used a .2 nozzle on...
thingiverse
free

Raspberry Pi LANDZO case Ender 3 Pro Rail Mount by linklooklisten
...needed for the rail mounts which i got from flickeringsight https://www.thingiverse.com/thing:3344399 supports tear right off, but you need to...
Gcode
3d_export
$5

muscle low poly car
...you like it!<br>3d rar includes stl ,cura file and gcode ...
thingiverse
free

Temp tower gcodes
...temp tower gcodes
thingiverse
gcode
thingiverse
free
Curiosity Rover GCODES by BabyBowser
...curiosity rover gcodes by babybowser
thingiverse
just gcodes (except for the complete model.)
thingiverse
free
gcode antenna by goodpudding
...gcode antenna by goodpudding
thingiverse
antenna
thingiverse
free

gcode halftone converter by mattvenn
...e converter by mattvenn
thingiverse
what?
a python program to convert an image into halftone. generates gcode for your cnc mill.
thingiverse
free

Elektriktrick GCode Preview by matthiasm
... for files ending in .gcode or .bfb
more information and the original files are here:
http://www.thingiverse.com/thing:376361
thingiverse
free

One layer bridge testing Gcode by 1459419282
... printing gcode to test the limited of ultimaker 2 default settings
gcode generated by fullcontrol gcode @loughborough university
thingiverse
free

Batman repaired + gcode by sfiamma
...ou can see how is simple to remove his support material.
this gcode can work also on other marlin machine with rumba elettronics.
thingiverse
free

EPAX E10 GCODE Modifications by mrcythos
...epax e10 gcode modifications by mrcythos
thingiverse
files for epax e10 gcode modification. ignore the cylinder stl.
thingiverse
free

Tablet gcode for analysis by Artesian
...tablet gcode for analysis by artesian
thingiverse
sa
Cold
3d_export
free

cold coffee
...cold coffee
3dexport
cold coffee can. any required modifications will be done at request.
turbosquid
$3

AMERICAN COLD
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
3d_export
$79

Asphalt cold milling machine
...asphalt cold milling machine
3dexport
asphalt cold milling machine
3d_export
$10

cold drink can
...cold drink can
3dexport
3ddd
free

Cold Metal
...cold metal
3ddd
cosmorelax , coldmetal
материал: сталь, стекло
размер: ø0.400*0.680m
3ddd
$1

Hario Cold Water Dripper
...per
3ddd
hario
http://chubbyhubby.net/style/zen-and-the-art-of-cold-brew-coffee-review-of-the-hario-cold-water-dripper/
turbosquid
$9

ZXTH cold coin
...uid
royalty free 3d model zxth cold coin for download as max on turbosquid: 3d models for games, architecture, videos. (1635830)
turbosquid
$9

Anchor cold coin
...d
royalty free 3d model anchor cold coin for download as max on turbosquid: 3d models for games, architecture, videos. (1492998)
turbosquid
$9

Northern cold coin
...
royalty free 3d model northern cold coin for download as max on turbosquid: 3d models for games, architecture, videos. (1621824)
turbosquid
$9

Universa cold coin
...
royalty free 3d model universa cold coin for download as max on turbosquid: 3d models for games, architecture, videos. (1578310)
Pull
3ddd
$1

Muuto Pull Lamp
...muuto pull lamp
3ddd
muuto , pull lamp
model of pull lamp, designed by muuto
3d_ocean
$24

Pull-down Machine
...n equipement gym gymnastic indoor machine pull pull-down silver sport workout
3d model of black and silver pull-down gym machine.
3ddd
$1

Pull and Bear Sneakers
...pull and bear sneakers
3ddd
обувь , кроссовки
pull and bear sneakers
design_connected
free

Pull Floor Lamp
...pull floor lamp
designconnected
free 3d model of pull floor lamp by muuto designed by whatswhat.
3ddd
$1

manual pull station
...manual pull station
3ddd
safety first
safety first release unit manual pull station
to be used with commercial exhaust hood
turbosquid
$5

Jack pulling PL
...id
royalty free 3d model jack pulling pl for download as max on turbosquid: 3d models for games, architecture, videos. (1291665)
turbosquid
$10

trouser pull-out
...ty free 3d model trouser pull-out for download as max and max on turbosquid: 3d models for games, architecture, videos. (1592382)
turbosquid
$5

Drawer / Door Pulls
... available on turbo squid, the world's leading provider of digital 3d models for visualization, films, television, and games.
3ddd
$1

Muuto pull lamp
... дерево
модель торшера "muuto pull lamp"
все материалы настроены
текстуры в архиве
форматы: fbx, max, obj
3d_ocean
$12

Retractable pull low poly
...ble pull low poly
3docean
3d 3ds max furniture modern rounded forms sofa vintage nubuk leather
retractable pull low poly animated